teniszütő
Háttér
A teniszjáték hivatalosan 1873-ra nyúlik vissza, amikor az észak-walesi Walter Clopton Wingfield őrnagy kiadta az első szabálykönyvet. A tenisz előzményei azonban a reneszánsz előtt Európában kialakult, kézzel játszott labdajátékokban keresendők. Ezeket a játékokat először puszta kézzel, később kesztyűs kézzel, majd kötélbe tekert kézzel játszották. Később megjelent a faütő, és úgy tűnik, hogy az első ütők a tizenötödik században jelentek meg. Ezek a korai ütők kisebbek voltak, mint a mai teniszütők, és különböző mintákkal voltak felhúzva. Amikor a tenisz szabályait Wingfield és az őt követők egységesítették, meghatározták a pálya alakját és méretét, valamint azt, hogy milyen labdát lehetett használni. Az ütő méretére, alakjára vagy anyagának összetételére azonban nem voltak szabályok.
1965-ig minden profi teniszütő fából készült. Az acél teniszütőt 1965-ben szabadalmaztatta a francia játékos, Rene Lacoste, 1968-ban pedig a Spalding cég hozta forgalomba az első alumínium ütőket. Ezek a fémütők fokozatosan terjedtek el. A fémütők lehetővé tették, hogy a kialakítás megváltoztatásával szélesebb fejet lehessen használni. A fából készült ütők fejét nem lehetett szélesebbé vagy hosszabbá tenni anélkül, hogy ez ne okozott volna problémát a húrozással: ha a fej túl széles volt, a húrfeszítés túl nagy lett, és az ütő nem játszott jól. A fémvázak nagyobb szilárdsága azonban lehetővé tette a nagyobb húrfeszítés befogadását. A Howard Head által az 1970-es évek közepén kifejlesztett túlméretezett alumínium ütőt a profik eleinte gúnyolták, de az amatőrök hamar rájöttek, hogy jobban lehet vele ütni. A legjobb ütőfelület, az úgynevezett “sweet spot” kétszer akkora lett az új, nagyobb ütőkben, és így a legtöbb ember számára könnyebbé vált a használata. A nagyobb ütők az 1980-as évek elejére a játék minden szintjén standarddá váltak.
A Nemzetközi Teniszszövetség végül 1981-ben fogadta el az elfogadható teniszütőket meghatározó szabályokat. A szövetség betiltott egy 1977-ben bevezetett ütőt, amely egy innovatív húrozási technikát alkalmazott. A “spagettihúros” ütőt használó játékosok hatalmas sikereket értek el magasan rangsorolt ellenfelek ellen, és mindössze öt hónap elteltével ezeket az ütőket nem engedélyezték a profi játékban. Az első ütőszabályok megengedték, hogy az ütő és a húrok bármilyen anyagból készüljenek, és nem korlátozták az ütő méretét, súlyát vagy formáját. A húroknak legalább negyed hüvelyk (0,64 cm) és legfeljebb fél hüvelyk (1,3 cm) távolságban kellett egymásba fonódniuk vagy keresztirányban összekötve lenniük. Nem voltak megengedettek olyan rögzítések, amelyek megváltoztathatják a labda repülését, és az ütő hossztengelye mentén a súlyeloszlás nem változhatott játék közben. Később az ütők maximális hosszát 81 cm-re (32 in) korlátozták. Ezt 1997 januárjában ismét módosították, és a hosszúságot visszavitték 74 cm-re (29 in).
Az átlagos ütő most körülbelül 28 in (71 cm) hosszú, és 10-14 oz (284-397 g) súlyú. A közelmúltban számos újítás történt az ütőtechnológiában, amelyek közül nem mindegyik nyerte el a játékosok tetszését. Az egyik gyártó hatszögletű ütőt hoz forgalomba, míg mások extra széles testű ütőket gyártanak. Egy új anyagból – grafitszálakkal erősített hőre lágyuló, viszkoelasztikus polimerből – készült ütőt úgy terveztek, hogy változó rugalmasságú legyen, attól függően, hogy milyen keményen ütik a labdát. A teniszkönyök enyhítésére szolgáló kialakítás a fejkeretben lévő műanyag kamrákba zárt kis ólomcsapágyakat alkalmaz. A csapágyak mozgása, ahogy az ütő a labdához csatlakozik, állítólag tompítja a rezgéseket, amelyek fájdalmat okozhatnak a játékos karjában. A legelterjedtebb ütők azonban ma már alumíniumból vagy grafitból, üvegszálból és más anyagokból készült kompozitból készülnek.
Nyersanyagok
Az alumínium ütők általában többféle ötvözet valamelyikéből készülnek. Az egyik népszerű ötvözet 2% szilíciumot, valamint nyomokban magnéziumot, rezet és krómot tartalmaz. Egy másik széles körben használt ötvözet 10% cinket tartalmaz, magnéziummal, rézzel és krómmal. A cinkötvözet keményebb, bár törékenyebb, a szilíciumötvözet pedig könnyebben megmunkálható. A kompozit ütők sokféle anyagot tartalmazhatnak. Általában különböző rétegekből álló szendvicsből állnak egy üreges mag vagy egy poliuretánhab mag körül. A kompozit ütők tipikus rétegei az üvegszál, a grafit és a bór vagy kevlár. Más anyagokat is használhatnak, például kerámiaszálakat a nagyobb szilárdság érdekében.
A teniszütőkben található egyéb anyagok: nejlon, bél vagy szintetikus bél a húrokhoz, és bőr vagy szintetikus anyag a fogantyú markolathoz. A nejlon valószínűleg a legelterjedtebb húranyag, és csak néhány profi használ még bélhúrt, amely csavart tehén- vagy juhbélből készül. A szintetikus bél olyan nejlonból készül, amelyet csavartak, hogy ugyanazt a hatást érjék el, mint a természetes bél. A régi fából készült ütők általában bőrből készült markolatot használtak, de a modern ütők általában bőrszerű helyettesítő anyagot, például vinilt használnak. Az ütők műanyag részekkel is rendelkezhetnek, mint például a fej tövében lévő járom és a nyél alján lévő sapka.
A gyártási folyamat
A legtöbb, az Egyesült Államokban értékesített ütőt Japánban vagy máshol Ázsiában található nagy gyárak egyikében tömeggyártják. Így a márkától függetlenül nagy az esélye annak, hogy az ütő az alábbiakban leírt módszerek valamelyikével készült. A szokatlan tulajdonságokkal rendelkező ütők kivételek lehetnek. A csúcsminőségű ütőket gyakran húr nélkül árulják, és a vásárló egy profi üzletben a saját igényei szerint húroztatja fel. Ebben az esetben tehát a gyári húrfelhúzási lépés kimarad.
Alumínium ütő
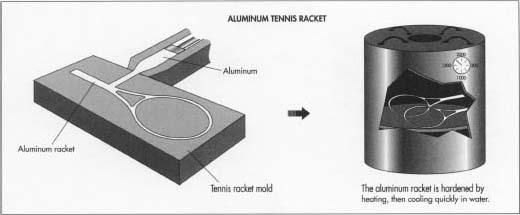
- 1 A váz kialakítása. Az alumínium ütők formázására két módszer létezik. Az alumíniumot meg lehet olvasztani és egy szerszámon keresztül az ütőkeret formájára préselni. Vagy a fémet először megolvasztják és csővé extrudálják, majd a csövet áthúzzák egy szerszámon.
- 2 Fúrás és csiszolás. A nyers ütőt ezután fúrógépbe helyezik, és lyukakat fúrnak a járomhoz – a húrok alját tartó torokdarabhoz – az oldalakon a húrok számára, valamint az ütő alján. A fúrógép több orsót használ, amelyek mindegyike egy-egy fúrófejet tart az egyes húrfuratokhoz. Az ütőt vízszintesen tartják a gép közepén. Ezután a fúrók működésbe lépnek, és az összes lyukat egyszerre fúrják ki. A vázakat ezután egy csiszológépbe helyezik, hogy a fúrásból visszamaradt éles széleket elsimítsák.
- 3 Edzés. Ebben a szakaszban az ütőket O edzik, azaz hőnek és gyors lehűlésnek vetik alá. Ez az eljárás megkeményíti az alumíniumot, ami további szilárdságot ad az ütőnek. Az ütőket egy tálcára helyezik egy kemencében, és fehérre hevítik. Ezután a tálcát kiveszik a sütőből, és az ütőket vízbe merítik. Az edzés után az ütőket eloxálni is lehet. Enyhe kénsavas oldatba merítik őket, és elektromos áramot vezetnek át a fürdőn. Ez a kezelés megváltoztatja az alumínium felületét, és fényes felületet ad az ütőknek.
- 4 Húrozás. A fej széle körüli horonyba egy grommet csíkot helyeznek be. A rugalmas, általában műanyagból készült tömítőcsíkot előfúrták, hogy a lyukai illeszkedjenek a vázfejben lévő húrfuratokhoz. Ezután az ütőfej aljába illesztik a járomcsíkot. Most már az ütő készen áll a felhúzásra. Minden egyes ütőt egyenként, a húrfűzőgépnél ülő munkás fűz fel. A munkás először az ütőt a gépbe szorítja, amely vízszintesen tartja az ütőt. A munkás a húrokat az ütő fölé egy mozgatható rúdra szerelt, nagy teljesítményű behúzó segítségével nyomja át a lyukakon. Először a hosszanti húrokat húzza át, majd
a kereszthúrokat fonja át, és beállítja a feszességet.
- 5 Befejezés. Az ütő befejezéséhez egy munkás levágja a nyél végét, és behelyez egy kupakot, az úgynevezett fenékkupakot. Ezután a munkás erős dupla ragasztószalagot teker a nyél köré, majd vinil markolatszalagot. Ezután a húrokat logóval lehet ellátni, a vázat pedig matricával lehet ellátni. Az ellenőrök ellenőrzik az ütőt, hogy nincs-e rajta horzsolás vagy mocsok, és meggyőződnek arról, hogy megfelel-e a méretre és a súlyra vonatkozó előírásoknak. Az ütők ezután egy utolsó tisztítási fázison mehetnek keresztül. Ezután a dolgozók védőburkolatba helyezik őket, az ütőket becsomagolják, és végül elküldik egy raktárba terjesztésre.
Összetett ütő
- 6 A keret kialakítása. A kompozit ütők különböző anyagok rétegeiből készülnek, általában grafitból és üvegszálból, esetleg bórt, kevlárt vagy egy üvegszálhoz hasonló, kerámiarészecskéket tartalmazó anyagot tartalmazó egyéb rétegekből. Az ütőgyártó a rétegek lapos szendvicsként történő összeállításával kezdi. A szendvicset ezután csíkokra vágják, és a csíkokat egy üreges, rugalmas cső köré tekerik. A becsomagolt csövet ezután egy ütő alakú formába helyezik. A cső végignyúlik az ütőn, és egy szivattyúhoz van csatlakoztatva. Ezután a formát felmelegítik, és levegőt pumpálnak a csőbe. A csőben lévő levegő nyomása és a hő hatására a szendvics rétegei összekapcsolódnak. Alternatív megoldásként az üreges csövet meg lehet tölteni poliuretén habbal. A hab a forma melegítésekor kitágul, és megszilárdítja az anyagokat.
- 7 Fúrás és tömítés. A munkások kiszabadítják az ütőket a formákból, és egy ellenőrzési területre viszik őket, ahol a hibásakat eltávolítják. A keret végét levágják, majd az ütőket fúrógépbe helyezik, és a fentiek szerint kifúrják a húrfuratokat. A fúrás után az ütőket polimer bevonattal bekenik, és szárítóba helyezik. Ezt a lépést többször megismétlik, majd az ütőket csiszolják. A végső bevonat előtt felhelyezik a márkanév matricát.
- 8 Fűzés és befejezés. A következő lépések ugyanazok, mint a korábban leírt alumínium ütőknél. A megfelelő hornyokba rögzítik a tömítőcsíkot és a járomot, és a dolgozók egyenként felhúzzák az ütőket a felhúzógépeken. A húrra egy logót vagy márkanevet lehet szitanyomással nyomtatni. A munkások behelyezik az ütő sapkáját, majd dupla ragasztószalagot és markolatszalagot tekernek a nyél köré. Ezután az ütőket megtisztítják, ellenőrzik, becsomagolják és raktárba szállítják.
Minőségellenőrzés
Az ellenőrök a gyártási folyamat számos pontján ellenőrzik az ütőket. Amikor a kereteket először veszik ki a formákból, vizuálisan ellenőrzik őket. A hibás ütőket elkülönítik, és az átmenő ütőket durván osztályozhatják a minőség szempontjából. Az alumínium ütőket terheléses vizsgálatoknak vetik alá, hogy megállapítsák
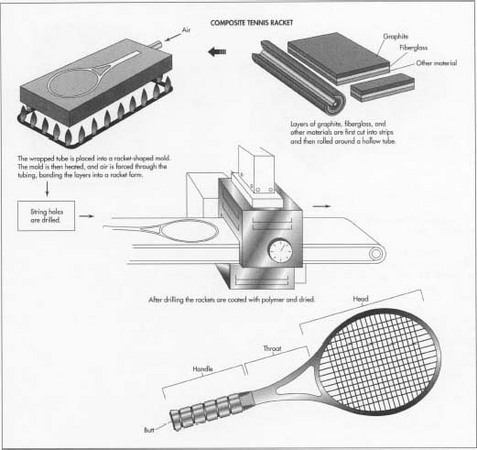
a keretek megfelelő keménységét. A kompozit ütők merevségét is vizsgálják. Az ellenőrök mindkét ütőtípust megmérik, általában a felhúzás előtt és után, hogy megbizonyosodjanak arról, hogy megfelelnek-e az előírásoknak. Ellenőrzik az egyensúlyt is, mivel ez rendkívül fontos ahhoz, hogy az ütő mennyire jól játszik. Nem szabad, hogy túl nehéz legyen a fejen vagy a nyélben, hanem az egyensúlya a középponthoz közel legyen (bár egyes modelleket szándékosan fejnehézre terveztek). A tömítőnyílások ellenőrzése. Ha ezek nem sima vagy egyenletesek, az befolyásolja a húrfeszítést, és a húrok elszakadhatnak a durva élekhez. A befejező részleteket is szemrevételezéses vizsgálatnak vetik alá. A sapkának jól kell illeszkednie, a vázon és a húrokon lévő nyomtatásnak pedig egyenletesnek és világosnak kell lennie. A markolatnak simán fel kell tekerednie, és nem lehetnek rajta csorbák vagy karcolások. Egyes ütők játéktesztelésre is sor kerülhet, különösen, ha új konstrukcióról van szó.
A jövő
A teniszütők tudománya meglepően összetett – nem a gyártási folyamat, hanem a húr és a keret rezgésének fizikája, ahogy a labda az ütőhöz kapcsolódik. Az ütőket ma már laboratóriumi tudósok tervezik, akik matematikával számítják ki a súly, a méret és az anyagváltozások hatásait. Mivel az elfogadható ütőkre vonatkozó szabályok nagyon tágak, az újítóknak nagy a mozgásterük. Az új ütőket számítógépes tervezéssel (CAD) és számítógépes gyártással (CAM) is készítik, ami lehetővé teszi az anyag merevségének és súlypontjának pontos kiszámítását. Mivel a teniszütőre ilyen fejlett tudományt pazarolnak, kétségtelen, hogy továbbra is új, excentrikus tulajdonságokkal rendelkező modelleket fognak kifejleszteni. A mai trend a könnyebb, nagyobb ütők felé mutat, és ezek a fejlett anyagtechnika miatt megvalósíthatóak.
Hol tudhat meg többet
Folyóiratok
Brody, Howard. “Hogyan tervezne egy fizikus teniszütőt?” Physics Today, 1995. március, 26-31. oldal.
Fisher, Marshall Jon. “Racket Science.” The Sciences, 1996. november/december, pp. 10-11.
Gelberg, Nadine J. “The Big Technological Tennis Upset”. Invention & Technology, 1997 tavasz, pp. 56-61. “Több hossz, több erő”. Sports Illustrated, 1996. május 27., 16. o.
– Angela Woodward