Štětec
Pozadí
Štětec je ruční nástroj, který se používá k nanášení barev nebo tmelů na natíratelné povrchy. Štětec nabírá barvu pomocí vlákna, obsahuje kování, což je kovový pásek, který drží vlákno a rukojeť pohromadě a dodává štětci pevnost, distanční zátku uvnitř kování, která pomáhá vláknu pevně sedět ve štětci a vytváří zásobník na barvu, epoxidovou pryskyřici k zajištění vlákna a rukojeť, která poskytuje pohodlí a dobré vyvážení. Výrobci štětců rozdělují své výrobky do kategorií podle toho, kdo je používá. Existují tedy spotřebitelské štětce vyrobené pro majitele domů, kteří malují malé projekty, profesionální štětce pro profesionální malíře pokojů, kteří vyžadují kvalitní štětec s dlouhou životností, a umělecké štětce.
Malířské štětce se velmi liší podle kvality použitých součástí a jsou speciálně konstruovány pro nanášení různých barev a laků na určité povrchy. Vlákna mohou být ze zvířecích nebo syntetických štětin a kvalita štětce do značné míry závisí na rozdílech v těchto materiálech. Levné štětce ze zvířecích chlupů používané u štětců nižší třídy jsou z nebělených vepřových štětin, nejdražší štětce ze zvířecích chlupů jsou však ze soboliny a používají se pro jemnou ruční malbu. Tyto syntetické materiály se značně liší v kvalitě a mohou být použity jak pro levné štětce, tak pro štětce vyšší kvality. Rukojeti jsou dřevěné nebo plastové; čím je štětec kulatější, tím snadněji se s ním manipuluje při složitých pohybech.
Většina štětců se vyrábí v továrně. Dražší štětce profesionální kvality však mohou být stále vyráběny v továrně, ale mohou být sestaveny, alespoň částečně, metodami ruční montáže. Ti, kteří potřebují jemné štětce pro jemnou olejomalbu nebo akvarel, si mohou štětce vyrobit sami nebo je zakoupit u specialisty, který je vyrábí na zakázku. Tyto ručně vyráběné štětce mohou být velmi drahé.
Historie
O vynálezu štětce je známo jen velmi málo. Historie manufaktur z devatenáctého století naznačuje, že štětce vznikly relativně nedávno. Tehdy, stejně jako dnes, byly sobolí štětce těmi nejlepšími štětinami pro malbu zblízka. Před rozvojem syntetických materiálů v malířských štětcích se místo štětin používaly materiály jako ratan, velrybí kost nebo dokonce dřevěné hobliny pro malířské práce, které nevyžadovaly velkou pružnost štětce. Přibližně do roku 1830 se téměř všechny kvalitní štětce dovážely, ale krátce poté vznikla řada amerických společností, které dokázaly štětce vyrábět poměrně rychle, ale bez většího strojního vybavení. Štětiny se čistily a míchaly ručně, hlavy štětců se připevňovaly k distanční podložce ručním lepením. Zdroj z roku 1870 uvádí, že balení, papírování a označování prováděli chlapci a děvčata. Tyto továrny sice dokázaly vyrábět kartáče rychle, ale proces ještě nebyl mechanizovaný. Specializované stroje na míchání, dokončování, zužování, lepení, výrobu rukojetí a připevňování hlavy štětce k rukojeti o více než 50 let později. Jemné štětce se však stále vyrábějí individuálně ručně s velkou pečlivostí a s velkými náklady.
Suroviny
Vlákno může být buď ze zvířecích chlupů a nejčastěji je z dlouhosrsté prasečí štětiny, často označované jednoduše jako štětina. Mezi další přírodní zvířecí chlupy používané v amerických kartáčích patří veverčí, kozí, volská, jezevčí a koňská srst. Nejdražší štětce ze zvířecích chlupů se vyrábějí ručně ze soboliny. Syntetická vlákna používaná v malířských štětcích se vyrábějí vytlačováním (při kterém se tekutá syntetika protlačuje přes formu a tím se formuje) a mohou být akrylová, polyesterová, nylonová nebo amalonová, což je velmi levná syntetika na bázi ropy. Různé syntetické materiály mají lepší vlastnosti s různými druhy barev, takže malíř by měl při výběru štětců znát materiál vláken. Syntetická vlákna mohou mít tři konstrukce: pevná vytlačovaná, ve tvaru „x“ nebo dutá. Pevné vytlačované syntetické vlákno vydrží nejdéle a nejsnáze se čistí. Vlákno ve tvaru X poskytuje dobrý výkon a je o něco levnější než pevné vlákno. Duté vlákno se rychle opotřebovává a špatně se čistí, ale je poměrně levné. Spotřebitelské malířské štětce mohou být z vepřových štětin nebo ze syntetických vláken; nicméně barvy na vodní bázi, například latexové, mají lepší výkon při použití syntetických vláken.
Rukojeti mohou být dřevěné nebo plastové. Různí malíři mají rádi „pocit“ z konkrétních materiálů rukojetí; obecně platí, že profesionální malíři dávají přednost dřevěným rukojetím, zatímco „kutilové“ často dávají přednost plastovým. K upevnění štětin v kovovém pásku zvaném ferule je zapotřebí epoxid, dvousložkové lepidlo sestávající z epoxidové pryskyřice a druhé části tvořené katalyzátorem a vytvrzovadlem. Ferule, kovový pásek mezi rukojetí a štětinami, je vždy kovová a může být z pocínované oceli nebo jiného levného kovu. Distanční zátka, buď dřevěná, nebo lepenková, se vkládá do hlavy kartáčku uprostřed štětin (zasunutých do ferule). Tato zátka tvoří jamku, která umožňuje, aby štětec po ponoření do barvy držel zásobník barvy. Barva z této jamky vytéká do hrotů štětce.
Výrobní postup
Tento postup popíše výrobu štětce pro spotřebitele z vepřových štětin s plastovou rukojetí.
Míchání štětin
- 1 Nejprve se štětiny (často dovážené) přivezou do závodu v malých svazcích, které lze držet v ruce. Každý svazek obsahuje štětiny stejné délky a poměru zúžení. Kartáče však musí obsahovat štětiny různé délky a poměru zúžení. Svazky se musí rozvázat a smíchat dohromady. Jakmile je každý svazek štětin různé velikosti a kuželovitosti rozvázán, umístí se všechny štětiny ve stejném směru na míchací stroj. Tento stroj je tvořen řadou pásů, které se pohybují sem a tam, skládají štětiny a míchají je dohromady. K tomu dochází tak, že štětiny spadnou z pásu a položí se na vrchol jiného pásu s touto sadou štětin, pak spadnou na další sadu štětin atd., dokud nejsou štětiny zcela promíchány (ale stále vyrovnány ve stejném směru). Toto míchání trvá asi deset minut.
Vybírání štětin a přidávání kování
- 2 Smíchané štětiny se poté vloží do stroje, který odštípne příslušné množství štětin (určené podle hmotnosti), aby vznikla velikost vyráběného kartáče. Poté stroj odebere štětiny pro jednotlivé kartáče a zasune je do kovové ferule (oválný pásek, který pomáhá připevnit a skrýt uchycení štětin ke kartáči).
Přidání zátky
- 3 Kombinace štětin a ferule se položí na dopravní pás, ve kterém jsou zařízení pro poklepání štětin dále do ferule. Když je štětina zatlačena do poloviny ferule, jsou kusy odeslány do zátkovací stanice. Zde se do „tupého konce“ ferule (konce, který bude připojen k rukojeti) automaticky zasune dřevěná nebo lepenková zátka, vyříznutá podle velikosti ferule pro šířku vyráběného kartáče. Štětiny a zátka se znovu poklepou, aby štětiny a zátka přiléhaly k hornímu okraji kování.
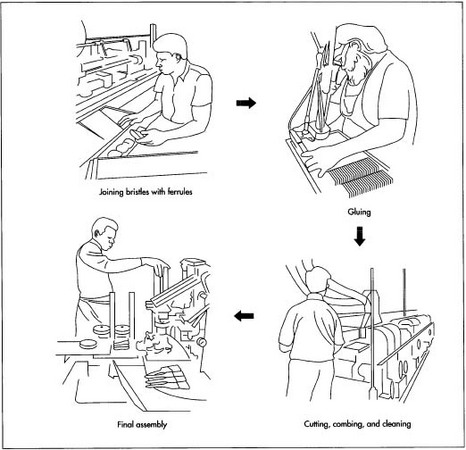
Epoxidování štětin
- 4 Kartáče se ručně stáhnou z linky, vloží se do stojanů tak, aby konec ferule trčel nahoru, a odešlou se do lepicí stanice. Zde pak pracovník vstříkne do každého konce kartáče epoxidovou pryskyřici pomocí stroje, který po stisknutí spouště vstříkne stříknutí epoxidu. To se provádí štětec po štětci pomocí ručně ovládané pumpy. Hlava štětce je v podstatě kompletní; trvá to asi dvě minuty
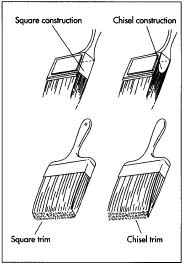 Většina štětců je vyráběna sériově, ale dražší štětce profesionální kvality jsou často sestavovány ručně. Štětce používané umělci jsou vyráběny ručně. Sériově vyráběné štětce jsou buď hranaté, nebo dlátovité. Dlátovité štětce obvykle označují profesionální štětce vyšší kvality. Hranatá konstrukce a čalounění jsou často levnější nebo se používají k roztírání barvy na velkých plochách.
Většina štětců je vyráběna sériově, ale dražší štětce profesionální kvality jsou často sestavovány ručně. Štětce používané umělci jsou vyráběny ručně. Sériově vyráběné štětce jsou buď hranaté, nebo dlátovité. Dlátovité štětce obvykle označují profesionální štětce vyšší kvality. Hranatá konstrukce a čalounění jsou často levnější nebo se používají k roztírání barvy na velkých plochách.vybrat štětiny, přidat kování, vložit zátku a epoxidovat štětiny uvnitř zátky a kování. Hlava štětce se nyní odloží stranou, aby zaschla.
Dokončení štětin
- 5 Po zhotovení a epoxidování hlavy kartáče musí výrobce hlavu kartáče „dokončit“. Hlava pak projde řadou zařízení, která vyčistí všechny volné chloupky, které unikly z epoxidu. Hlava štětce je také „zakončena“, což znamená, že konce (které jsou ponořeny do barvy) jsou mírně zpeřené nebo rozdělené, aby byly jemnější a mohly snadněji zachytit barvu (čím jemnější štětiny, tím méně tahů štětcem spotřebitel uvidí, když barva zaschne). Konce mohou být také zúžené. Ke zjemnění a rozdělení konců se používá brusný kotouč a ke zúžení se často používají nůžky. Nyní se štětec nechá přes noc uschnout na vzduchu. Strojní vybavení a metody používané k dokončení štětce jsou vlastní každému výrobci a jsou součástí jedinečných vlastností značkového štětce.
Zhotovení rukojetí
- 6 Rukojeti jsou vyrobeny dříve a mohou pocházet od jiného výrobce. Někteří výrobci vyrábějí své vlastní rukojeti jinde v závodě a posílají je do oddělení výroby kartáčků.
Obecně platí, že kartáčky spotřebitelské kvality mají plastové rukojeti, které jsou vstřikovány. K výrobě takové rukojeti se upne forma se dvěma polovinami a do formy se vstříkne roztavený plast. Tekutý plast rychle ztuhne a forma se otevře. Mnoho rukojetí může být vyrobeno v sérii forem, které jsou spojeny. Všechny plastové rukojeti jsou spojeny „provázkem“ nebo dlouhým tenkým kusem plastu, který se musí zlomit, aby se rukojeti odpojily. Rukojeti nevyžadují konečnou úpravu.
Nasazování rukojetí
- 7 Hlavice kartáčků se po vysušení naskládají na sebe. Hlavy kartáčků se vezmou, jedna po druhé, a automaticky se nasadí plastovou tvarovanou rukojetí, která se přitlačí ke kování. Po vložení se rukojeti strojově přibijí nebo snýtují a přimáčknou ke kování, aby hlavice kartáčku zůstala bezpečně na rukojeti.
Balení
- 8 Stejný stroj, který vložil rukojeť do ferule, také vezme každý hotový kartáček a automaticky kartáčky jednotlivě zabalí. Řada štětců se však dodává s minimálním nebo žádným balením a prodává se v zásobnících nebo kartonech v místě prodeje. Mnoho štětců má minimální balení, které zahrnuje pouze malý kartonový obal, který nepokračuje po celé délce štětce.
Kontrola kvality
Kvalita štětců je mimořádně různorodá. Kvalita kartáčků je dána použitím materiálů a způsobem konstrukce a kvalita kartáčku je obvykle dobře vyznačena na obalu. I když je kartáček nižší spotřebitelské kvality, materiály jsou pečlivě sledovány a vybírány s ohledem na jejich účinnost jako materiálů pro kartáčky. Horší štětce (a velmi levné) se vyrábějí za použití syntetických vláken, která jsou silná, nezkadeřená a bez peří, protože na štětinách je vidět každý tah štětcem. Štětiny, které se používají pro štětce spotřebitelské kvality, se často dovážejí a po příchodu do továrny se kontrolují. Proces míchání a zejména dokončovací proces zajišťuje, že jsou dostatečně
Štětiny jsou dostatečně zpracovány, aby bylo možné vyrobit kvalitní kartáče.
Výrobci kartáčů zaměstnávají inspektory kartáčů, kteří kontrolují kvalitu posuzováním výrobku v mnoha fázích výroby. Většina amerických závodů navíc podporuje zaměstnance ve vizuální kontrole kvality, protože mnoho výše popsaných procesů probíhá na očích a ne v „černé skříňce“ strojů. Zaměstnanci jsou požádáni, aby stáhli kusy z linky, pokud se domnívají, že je výrobek nekvalitní.
Vedlejší produkty/odpady
Hlavními vedlejšími produkty tohoto výrobního procesu jsou prach vznikající při míchání vláken nebo štětin, manipulaci s plastovými rukojeťmi nebo kováním, vyřezávání dřevěných nebo kartonových zátek atd. Proto se ve většině továren neustále vysává pomocí automatických systémů. Epoxidy používané k upevnění štětin v kování a zátce by neměly být intenzivně vdechovány, proto jsou epoxidy odváděny a filtrovány. Většina součástí štětce je recyklovatelná (ferule možná ne). Plastové rukojeti lze recyklovat, štětiny lze znovu smíchat. Při výrobě štětce se nepoužívají žádná škodlivá rozpouštědla.
Kde se dozvědět více
Knihy
Gottlieb, Leonard. Factory Made: Jak se vyrábějí věci. Boston: Houghton Mifflin Co. 1978.
Greeley, Horace et al. The Great Industries of the United States (Velká průmyslová odvětví Spojených států). Hartford: J.B. Burr & Hyde, 1872.
Sloan, Annie a Kate Gwynn. Klasické barvy a umělé povrchy. Pleasantville, NY: The Reader’s Digest Association, Inc., 1993.
Ostatní
Osbom International. http://www.osbom.com .
Wooster Brush Company. „Vše o aplikátorech barev: Informace a tipy pro prodej“. Wooster, OH: The Wooster Brush Company.
– Nancy EV Bryk
.