Pensseli
Taustaa
Pensseli on käsikäyttöinen työkalu, jota käytetään maalin tai tiivisteiden levittämiseen maalattaville pinnoille. Sivellin poimii maalia filamentin avulla, sisältää ferruulin, joka on metallinauha, joka pitää filamentin ja kahvan yhdessä ja antaa siveltimelle lujuutta, ferruulin sisällä olevan välikappaleen, joka auttaa filamenttia istumaan tiukasti siveltimessä ja luo säiliön maalille, epoksin, joka lukitsee filamentin, ja kahvan, joka tarjoaa käyttömukavuuden ja hyvän tasapainon. Pensseliteollisuus luokittelee tuotteensa tuotteen käyttäjän mukaan. Näin ollen on olemassa kuluttajaluokan pensseleitä, jotka on tehty pientä maalaustyötä tekevälle kodinomistajalle, ammattilaisluokan pensseleitä ammattimaalarille, joka tarvitsee laadukkaan ja pitkäikäisen siveltimen, ja taiteilijaluokan pensseleitä.
Maaliharjat vaihtelevat valtavasti käytettyjen komponenttien laadun perusteella, ja ne on valmistettu erityisesti erilaisten maalien ja lakkojen levittämistä varten tietyille pinnoille. Säikeet voivat olla joko eläinharjaksia tai synteettisiä, ja siveltimen laatu perustuu suurelta osin näiden materiaalien eroihin. Edulliset eläinkarvaiset siveltimet, joita käytetään alemman laatuluokan siveltimissä, ovat valkaisematonta sianharjaksia, mutta kalleimmat eläinkarvaiset siveltimet ovat soopeliä, ja niitä käytetään herkässä käsinmaalauksessa. Näiden synteettisten materiaalien laatu vaihtelee suuresti, ja niitä voidaan käyttää sekä halvoissa siveltimissä että laadukkaammissa siveltimissä. Kahvat ovat puuta tai muovia; mitä pyöreämpi sivellin on, sitä helpompi on käsitellä sivellintä monimutkaisia liikkeitä varten.
Useimmat siveltimet valmistetaan tehtaassa. Kalliimmat ammattilaatuiset siveltimet voidaan kuitenkin edelleen valmistaa tehtaassa, mutta ne voidaan koota ainakin osittain käsin. Ne, jotka tarvitsevat herkkiä siveltimiä hienoa öljy- tai akvarellimaalausta varten, voivat valmistaa siveltimet itse tai ostaa ne asiantuntijalta, joka valmistaa ne tilauksesta. Nämä käsintehdyt siveltimet voivat olla hyvin kalliita.
Historia
Siveltimen keksimisestä tiedetään hyvin vähän. 1800-luvun valmistushistoriat osoittavat, että siveltimet ovat suhteellisen uutta kehitystä. Silloin, kuten nykyäänkin, soopelisiveltimet olivat parhaita harjaksia lähikäsin maalaamiseen. Ennen synteettisten siveltimien kehittämistä käytettiin harjan sijasta materiaaleja, kuten rottinkia, valaanluuta tai jopa puulastuja, maalaustöissä, jotka eivät vaatineet siveltimeltä suurta elastisuutta. Ennen vuotta 1830 lähes kaikki laadukkaat siveltimet tuotiin maahantuonnista, mutta pian sen jälkeen perustettiin joukko amerikkalaisia yrityksiä, jotka pystyivät valmistamaan siveltimiä melko nopeasti, mutta ilman suuria koneita. Harjakset puhdistettiin ja sekoitettiin käsin, ja siveltimen päät kiinnitettiin välikappaleeseen käsin liimaamalla. Eräässä lähteessä vuodelta 1870 todetaan, että pojat ja tytöt hoitivat pakkaamisen, paperoinnin ja etiketöinnin. Vaikka nämä tehtaat pystyivät tuottamaan harjat nopeasti, prosessi ei ollut vielä koneellistettu. Erikoistuneet koneet sekoittamiseen, viimeistelyyn, kapenemiseen, liimaamiseen, kahvan tekemiseen ja harjan pään kiinnittämiseen kahvaan yli 50 vuotta myöhemmin. Hienot siveltimet valmistetaan kuitenkin edelleen yksitellen käsin suurella huolellisuudella ja kalliilla hinnalla.
Raaka-aineet
Filamentti voi olla joko eläinkarvaa ja useimmiten pitkäkarvaista sianharjaksia, jota usein kutsutaan yksinkertaisesti harjaksi. Muita amerikkalaisissa harjoissa käytettyjä luonnon eläinkarvoja ovat oravan-, vuohen-, härän-, mäyrän- ja hevosen karva. Kalleimmat eläimenkarvaiset harjat valmistetaan käsityönä soopelista. Siveltimissä käytettävät synteettiset filamentit valmistetaan suulakepuristamalla (jolloin nestemäinen synteettinen materiaali työnnetään muotin läpi ja muotoillaan), ja ne voivat olla akryyliä, polyesteriä, nailonia tai amalonia, joka on hyvin edullinen öljypohjainen synteettinen materiaali. Eri synteettiset materiaalit toimivat paremmin erilaisten maalien kanssa, joten maalarin on tiedettävä filamenttimateriaali, kun hän valitsee siveltimiä. Synteettiset filamenttilangat voivat olla rakenteeltaan kolmea eri tyyppiä: kiinteä puristettu, ”x-muotoinen” tai ontto. Kiinteä suulakepuristettu synteettinen filamentti kestää pisimpään ja puhdistuu helpoimmin. X-muotoinen filamentti antaa hyvän suorituskyvyn ja on hieman halvempaa kuin kiinteä filamentti. Ontto filamentti kuluu nopeasti ja on vaikea puhdistaa, mutta se on melko edullista. Kuluttajaluokan pensselit voivat olla sianharjaksia tai synteettistä filamenttia; vesipohjaiset maalit, kuten lateksi, toimivat kuitenkin paremmin, kun käytetään synteettistä filamenttia.
Kahvat voivat olla joko puuta tai muovia. Eri maalarit pitävät tiettyjen kahvamateriaalien ”tuntumasta”; yleensä ammattimaalarit suosivat puukahvoja, kun taas ”tee-se-itse-maalari” suosii usein muovia. Epoksi, kaksiosainen liima, joka koostuu epoksihartsista ja toinen osa katalysaattorista ja kovettuvasta aineesta, tarvitaan harjakset kiinnittämiseen metallikiinnikkeeseen, jota kutsutaan raudaksi. Kädensijan ja harjasten välissä oleva metallinauha on aina metallia, ja se voi olla tinattua terästä tai muuta edullista metallia. Välikappale, joka on joko puusta tai pahvista, työnnetään harjan päähän harjakset keskellä harjaksia (ja työnnetään raudan sisään). Tämä tulppa muodostaa kuopan, jonka avulla sivellin voi säilyttää maalisäiliön sen jälkeen, kun se on kastettu maaliin. Maali virtaa tästä kaivosta siveltimen kärkiin.
Valmistusprosessi
Tässä prosessissa kuvataan sikaharjaksesta valmistetun, muovikahvalla varustetun kuluttajaluokan siveltimen valmistus.
Harjan sekoittaminen
- 1 Ensin harja (usein tuontitavaraa) tuodaan tehtaaseen pienissä nipuissa, joita voi pitää kädessä. Jokaisessa nipussa on harjaksia, joiden pituus ja kartiosuhde on sama. Harjojen on kuitenkin sisällettävä eri pituisia ja eri kartiosuhteessa olevia harjaksia. Niput on irrotettava ja sekoitettava keskenään. Kun kukin erikokoinen ja -kärkinen harja on purettu, se asetetaan sekoituskoneeseen siten, että kaikki harjakset ovat samansuuntaiset. Tämä kone on sarja hihnoja, jotka liikkuvat edestakaisin taittaen harjakset yhteen ja sekoittaen ne keskenään. Näin tapahtuu, kun harjakset putoavat hihnalta ja asettuvat toisen hihnan päälle, jossa on sama harjaksarja, ja putoavat sitten toisen harjaksarjan päälle jne., kunnes harjakset on sekoitettu kokonaan (mutta edelleen samansuuntaisesti). Tämä sekoittuminen kestää noin kymmenen minuuttia.
Harjan poimiminen ja ferruulin lisääminen
- 2 Sekoitetut harjakset laitetaan sitten koneeseen, joka nipistää irti oikean määrän harjaksia (painon mukaan määritettynä) valmistettavan harjakoon muodostamiseksi. Sitten kone ottaa yksittäisten harjojen harjakset ja työntää ne metalliseen ferruliin (soikea nauha, joka auttaa kiinnittämään ja piilottamaan harjan kiinnityksen harjaan).
Tulpan lisääminen
- 3 Harjan ja ferruulin yhdistelmä asetetaan kuljetinhihnalle, jossa on laitteita, joilla harja taputetaan edelleen ferruliin. Kun harja on työnnetty puoliväliin ferrulia, kappaleet lähetetään tulppausasemalle. Siellä puinen tai pahvinen tulppa, joka on leikattu rakenteilla olevan harjan leveyden mukaiseksi, työnnetään automaattisesti harjan ”peräpäähän” (pää, joka kiinnitetään kahvaan). Harjakset ja tulppa taputetaan uudelleen, jotta varmistetaan, että harjakset ja tulppa ovat harjan yläreunaa vasten.
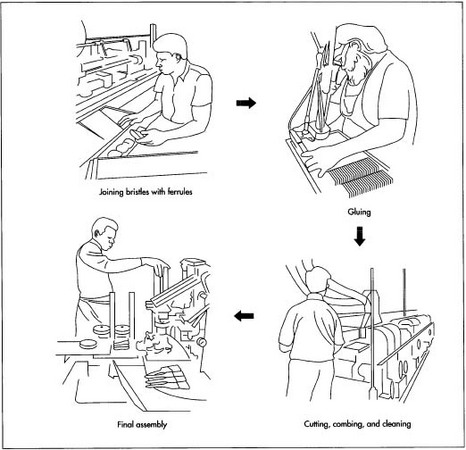
Harjakset epoksilla
- 4 Harjakset vedetään käsin pois linjastolta, asetetaan telineisiin siten, että ferruulin pää on ylöspäin, ja lähetetään liimausasemalle. Siellä työntekijä ruiskuttaa harjan kumpaankin peräpäähän epoksia koneella, joka ruiskuttaa epoksin liipaisinta painamalla. Tämä tehdään harja kerrallaan käsikäyttöisellä pumpulla. Siveltimen pää on periaatteessa valmis; se kestää noin kaksi minuuttia
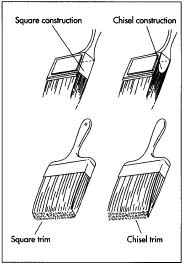 Useimmat siveltimet ovat massatuotettuja, mutta kalliimmat, ammattilaatuiset siveltimet ovat usein käsin koottuja. Taiteilijan käyttämät siveltimet ovat käsintehtyjä. Massatuotetut siveltimet ovat joko neliskanttisia tai taltattuja. Tyypillisesti taltatut harjakset viittaavat laadukkaampaan ammattimaiseen siveltimeen. Nelikulmainen rakenne ja leikattu harja ovat usein edullisempia tai niitä käytetään maalin levittämiseen laajoille alueille.
Useimmat siveltimet ovat massatuotettuja, mutta kalliimmat, ammattilaatuiset siveltimet ovat usein käsin koottuja. Taiteilijan käyttämät siveltimet ovat käsintehtyjä. Massatuotetut siveltimet ovat joko neliskanttisia tai taltattuja. Tyypillisesti taltatut harjakset viittaavat laadukkaampaan ammattimaiseen siveltimeen. Nelikulmainen rakenne ja leikattu harja ovat usein edullisempia tai niitä käytetään maalin levittämiseen laajoille alueille.poimitaan harjakset, lisätään holkki, laitetaan tulppa ja epoksataan harjakset tulpan ja holkin sisään. Siveltimen pää asetetaan nyt sivuun kuivumaan.
Harjojen viimeistely
- 5 Kun harjanpää on valmistettu ja epoksattu, valmistajan on ”viimeisteltävä” harjanpää. Sen jälkeen pää ajetaan laitteiden läpi, jotka puhdistavat kaikki epoksin läpi karanneet irtokarvat. Siveltimen pää on myös ”kallistettu”, mikä tarkoittaa, että päät (jotka kastetaan maaliin) on hieman höyhennetty tai halkaistu, jotta ne ovat hienompia ja pystyvät keräämään maalia helpommin (mitä hienommat harjakset ovat, sitä vähemmän siveltimen jälkiä kuluttaja näkee, kun maali on kuivunut). Päät voivat myös olla kapenevat. Hiontapyörää käytetään päiden höyhentämiseen ja halkaisemiseen, ja leikkureita käytetään usein kapeneviin päihin. Nyt sivellin asetetaan kuivumaan ilmakuivaksi yön yli. Siveltimen viimeistelyyn käytettävät koneet ja menetelmät ovat valmistajakohtaisia, ja ne ovat osa merkkisiveltimen ainutlaatuisia ominaisuuksia.
Kahvojen valmistus
- 6 Kahvat on tehty aikaisemmin ja ne ovat saattaneet olla peräisin toiselta valmistajalta. Jotkut valmistajat valmistavat omat kahvansa muualla tehtaassa ja lähettävät ne harjojen valmistusosastolle.
Yleensä kuluttajille suunnatuissa harjoissa on muovikahvat, jotka on ruiskuvalettu. Tällaisen kahvan valmistamiseksi muotti, jossa on kaksi puolikasta, puristetaan yhteen ja muottiin ruiskutetaan sulaa muovia. Nestemäinen muovi kovettuu nopeasti ja muotti avataan. Monia kahvoja voidaan valmistaa useilla yhteen liitetyillä muoteilla. Kaikki muovikahvat on kiinnitetty toisiinsa ”stringerillä” eli pitkällä, ohuella muovipalalla, joka on katkaistava kahvojen irrottamiseksi. Kahvoja ei tarvitse viimeistellä.
Kahvojen kiinnittäminen
- 7 Harjanpäät pinotaan päällekkäin, kun ne on kuivattu. Harjanpäät otetaan yksi kerrallaan ja asetetaan automaattisesti paikalleen muovista valettuun kahvaan, joka työnnetään puristinta vasten. Asettamisen jälkeen kahvat naulataan tai niitataan koneellisesti ja puristetaan puristimeen, jotta harjanpää pysyy tukevasti kahvassa.
Pakkaaminen
- 8 Sama kone, joka asetti kahvan raudoitukseen, ottaa myös jokaisen valmiin harjan ja pakkaa harjat automaattisesti yksitellen. Useissa siveltimissä on kuitenkin vain vähän tai ei lainkaan pakkauksia, ja ne myydään myyntipisteessä säiliöissä tai pahvilaatikoissa. Monissa siveltimissä on minimaalinen pakkaus, joka sisältää vain pienen pahvipakkauksen, joka ei ole koko siveltimen pituinen.
Laadunvalvonta
Siveltimien laatu vaihtelee poikkeuksellisen paljon. Harjojen laatu määräytyy materiaalien käytön ja valmistusmenetelmien perusteella, ja harjan laatu on yleensä hyvin merkitty pakkaukseen. Vaikka harja olisikin huonompaa kuluttajaluokkaa, sen materiaaleja valvotaan huolellisesti ja ne valitaan harjan materiaalina toimiviksi. Huonommat siveltimet (ja hyvin halvat siveltimet) valmistetaan käyttämällä synteettistä filamenttia, joka on paksua, karvaamatonta ja höyhentämätöntä, sillä harjakset näkyvät jokaisessa siveltimen vedossa. Kuluttajaluokan harjaksissa käytettävät harjakset tuodaan usein maahan, ja ne tarkastetaan tehtaalle saavuttuaan. Sekoitusprosessi ja erityisesti viimeistelyprosessi varmistavat, että riittävä
harjaksia käsitellään riittävästi, jotta niistä voidaan valmistaa hyvälaatuisia harjoja.
Harjavalmistajilla on harjatarkastajia, jotka valvovat laatua arvioimalla tuotetta monissa tuotantovaiheissa. Lisäksi useimmat amerikkalaiset tehtaat kannustavat työntekijöitä valvomaan laatua silmämääräisesti, koska niin monet edellä kuvatuista prosesseista suoritetaan näkyvillä eikä koneiden ”mustassa laatikossa”. Työntekijöitä pyydetään vetämään kappaleet pois tuotantolinjalta, jos tuote on heidän mielestään huono.
Sivutuotteet/jäte
Tämän valmistusprosessin ensisijaisia sivutuotteita ovat pöly, joka syntyy filamenttien tai harjan sekoittamisesta, muovisten kahvojen tai sulkien käsittelystä, puu- tai pahvitulppien leikkaamisesta jne. Näin ollen useimmat tehtaat imuroidaan jatkuvasti automaattisten järjestelmien avulla. Epokseja, joita käytetään harjakset kiinnitetään sulkimiin ja tulppiin, ei pitäisi hengittää laajasti, joten epokseja kanavoidaan ja suodatetaan. Suurin osa siveltimen osista on kierrätettävissä (harjanvarsi ei ehkä ole). Muovikahvat voidaan kierrättää, harjakset voidaan sekoittaa uudelleen. Siveltimen valmistuksessa ei käytetä haitallisia liuottimia.
Mistä lisätietoja
Kirjat
Gottlieb, Leonard. Factory Made: Kuinka asiat valmistetaan. Boston: Houghton Mifflin Co., 1978.
Greeley, Horace et al. The Great Industries of the United States. Hartford: J.B. Burr & Hyde, 1872.
Sloan, Annie ja Kate Gwynn. Classic Paints and Faux Finishes. Pleasantville, NY: The Reader’s Digest Association, Inc., 1993.
Muut
Osbom International. http://www.osbom.com .
Wooster Brush Company. ”All About Paint Applicators: Information and Sales Tips.” Wooster, OH: Wooster Brush Company.
– Nancy EV Bryk